Nederlands
Nederlands  Deutsch
Deutsch
Due to Ascension Day, we are closed on Thursday May 14 and Friday May 15. Orders placed on these days will be processed on Monday May 18. Our apologies for the inconvenience and we appreciate your understanding.
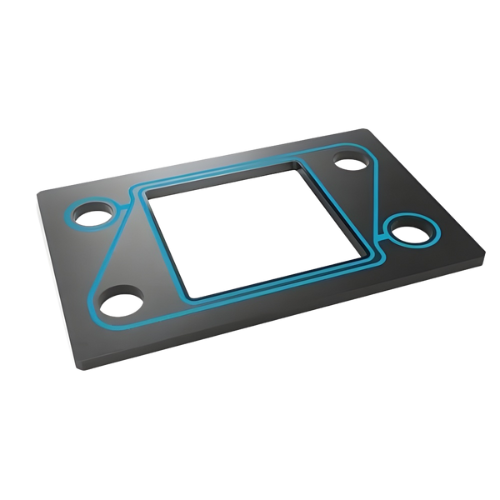
Electrolysis seals determine whether an electrolyzer runs safely, efficiently, and reproducibly. Because hydrogen is the smallest molecule, you test not only for initial leak-tightness but especially for behavior after thousands of cycles with varying temperature, pressure differential, and media. Therefore we combine material selection (EPDM, FKM/FFKM), groove geometry according to ISO 3601, and strict assembly control into practical design rules. Electrolysis seals with low permeation, low compression set, and predictable mechanical properties make the difference between a lab result and an industrially robust system.
Electrolysis splits water (H₂O) into hydrogen (H₂) and oxygen (O₂) using electrical energy. An electrolyzer consists of many thin cells with electrodes and a membrane in series: in PEM the membrane conducts protons in an acidic environment, in AEM (or alkaline) it conducts hydroxide ions in a basic environment. The production objective is simple: strictly separate flows, limit losses, and keep resistance low. electrolysis seals provide the invisible “partition walls” that reliably keep gas flows and coolant apart.
Electrolysis seals have three core tasks: separate media, minimize permeation, and ensure uniform compression. Uniform compression prevents edge leaks around plates and reduces performance drift between cells. Low-outgassing compounds protect membranes and sensors against contamination or measurement drift. In the Balance-of-Plant (manifolds, couplings, sensors), electrolysis seals must also compensate tolerances and lubrication state, especially when differential pressure and temperature vary. The result is predictable performance, lower purge losses, and higher yield in assembly and test.
In the cell stack, everything revolves around flatness, roughness, clamping force, and the shape of the seal line. Seal-on-plate or seal-on-frame can accelerate assembly and stabilize the compression distribution, reducing edge leaks. Edge and plate seals must follow the channel geometry without causing flow resistance or channel deformation. Electrolysis seals with low permeation and controlled outgassing keep the stack gas-tight and the cells uniform. By standardizing early on reference grooves and clamping forces, comparison between variants becomes fair and reproducible, and electrolysis seals are qualified faster and more consistently.
The supply and return of water, hydrogen, and oxygen run through manifolds and distribution blocks. Here, O-rings based on ISO 3601 groove dimensions are logical because they make assembly and measurement repeatable. At higher differential pressure or with larger clearances, PTFE/PEEK back-up rings limit extrusion and keep the sealing pressure stable. In gas service, choose compounds with AED resistance to decompression damage where needed. Vibration, thermal cycles, and repeated connecting/disconnecting also require attention; therefore electrolysis seals in manifolds must be both mechanically and chemically robust to avoid unexpected emissions and failures.
Chemistry determines the shortlist. In PEM the environment is acidic/oxidizing: FKM or FFKM are then often the safe choice around the stack and sensors, with extra focus on low outgassing and batch purity. In AEM/alkaline the environment is basic: EPDM is often logical there, while HNBR/AFLAS can play a role with specific gas mixtures or sour conditions. Where low friction or extra dimensional stability is needed, PTFE/PEEK elements provide support or function as back-ups. electrolysis seals always benefit from low permeation and a low compression set, so the sealing pressure is maintained, even after long-duration tests.
Design is just as important as compound. Use ISO 3601 groove dimensions to standardize compression and assembly conditions; define surface roughness and clamping force (torque) so the compression distribution remains uniform. Test candidates in identical grooves and load profiles for permeation, compression set, and outgassing; simulate temperature and pressure profiles that the application actually sees. For manifolds in gas service, AED tests can be useful. Electrolysis seals that pass these checks perform predictably in the field, shorten validation timelines, and enable planned maintenance.
PEM requires seals that can withstand acidic and oxidative species, plus low-outgassing in stack-adjacent zones. A typical set: FKM for general stack seals, FFKM for heavier chemistry or higher temperature, and EPDM for cooling circuits with water/alkali. In AEM/alkaline, EPDM is often the first choice around plates and coolant; FKM or FFKM comes to the fore where temperature rises or media become more aggressive. In both cases, electrolysis seals fail less when the compression distribution is correct, groove dimensions are consistent, and batch quality (cleanliness, outgassing) is assured. In summary: electrolysis seals deliver measurably better performance when chemistry, design, and assembly conditions are aligned.
Start with the chemistry: PEM (acidic) points to FKM or FFKM around the stack and sensors; AEM/alkaline (basic) points to EPDM. Adjust for temperature, differential pressure, and desired service life; electrolysis seals demonstrably perform better when material and environment match.
Only where clearance or differential pressure create an extrusion risk: manifolds, certain couplings, or control components. PTFE/PEEK back-up rings stabilize the sealing pressure without complex assembly; in the stack, a good edge seal with uniform compression is often sufficient. This keeps electrolysis seals mechanically relieved and reduces the tendency to leak.
Because it defines compression, measurement, and interchangeability. ISO 3601 groove dimensions make results comparable across lines and suppliers, reduce variation, and speed up validation. electrolysis seals in such standardized grooves show predictable behavior, even after prolonged cyclic operation.
When you want uniform compression and fast, low-error assembly, especially with larger plates or tight leak requirements. Downside: higher tooling costs and less flexibility with late design changes.
Work with fixed compression percentages per geometry, check stack height, and use calibrated torque procedures (with friction accounted for). Standardize grooves (e.g., ISO 3601) and log assembly data to limit variation.
Choose low-outgassing, ionically clean compounds and specify cleaning/post-processing steps (e.g., post-cure, packaging cleanliness). Request batch certificates and test for outgassing before integration into the stack and sensors.
Do you have questions about ?
Fill out the form below and we will assist you!